LED is an electric light source with an extremely long life, which can reach 100,000 hours (about 140 months, or 11 and a half years of continuous use!). The life of general fluorescent lamps is generally not more than 10,000 hours. Another feature of LED is high luminous efficiency. The luminous efficiency of practical high-power LEDs has exceeded that of T8 fluorescent tubes several times. The lifespan of an actual LED light is not high. In practical applications, the actual service life of LED lights is not high, and some are even damaged in less than a year.
What causes premature failure of LEDs etc.? The reason is that the reliability of the LED driving circuit is not high and the driving performance is not good. Aside from the factors of poor driving performance, the fundamental reason for the short lifespan of LED lamps is that the lifespan of the electronic components in the drive circuit is much lower than the lifespan of LEDs. Which component has the shortest lifespan? Electrolytic capacitors!
Lifetime of Electrolytic Capacitors
In the LED drive circuit, especially when the LED lamp is driven by AC mains, the LED drive circuit must have an input rectifier filter circuit and an output rectifier filter circuit. The input rectifier filter circuit requires a relatively large capacitance to smooth the rectified output voltage to the allowable range. The output rectifier filter circuit also needs enough capacitance to maintain the stability of the circuit and the smoothness of the output current.
The most economical large-capacity capacitors are electrolytic capacitors. The biggest advantage of electrolytic capacitors is good economy, while the biggest weakness is short life.
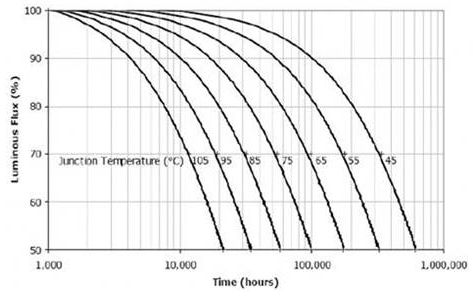
Aluminum electrolytic capacitors 10 years ago were generally 105°C/200 hours. This means that the service life under the temperature condition of 105℃ is only 84 days! Even if it is lowered to 85°C, the service life is only 332 days, which is less than one year. Continue to reduce to 75 ℃, life will not exceed two years.
Compared with semiconductor devices and passive components with a life span of 100,000 hours and semi-permanent life, aluminum electrolytic capacitors are the key components that cause the life of LED drive circuits to fail to meet the requirements.
Ways of Solving the Problem
LED drive technology without electrolytic capacitors
From the point of view of the aluminum electrolytic capacitor technology ten years ago, aluminum electrolytic capacitors are not competent for the life of LEDs. The solution is generally aluminum-free electrolytic capacitor technology, which is the fundamental reason for the popular aluminum-free electrolytic capacitor LED drive technology in the past few years. However, the problem that cannot be ignored is that the consequence of using aluminum-free electrolytic capacitors is that the performance of the LED driving circuit is degraded, which indirectly leads to a serious shortage of LED life.
Problems with no electrolytic capacitor solution
First of all, the solution without electrolytic capacitors increases the ripple of the mains rectifier output voltage. If it is not treated, it will lead to an increase in the output voltage ripple of the LED. Periodic overcurrent (or overpower) at the mains frequency may occur if the LED is operating at full power.
As can be seen from the figure, the forward voltage corresponding to the high-power LED operating current at 0.7A is about 3.4V. If the LED terminal voltage fluctuates by 0.2V, the current flowing through the LED will exceed 0.95A, which is definitely an overpower for a high-power LED of 0.7A. The end result is a shortened lifespan.
If the operating current is selected to be half of the maximum rated current, although there will not be overpower, it will cause an increase in loss, and will produce a relatively large change in LED current, which will lead to flickering like a 50Hz inductive ballast drives a fluorescent lamp. even more serious.
The problem of the mains rectifier filter capacitor
The unavoidable problem of aluminum-free electrolytic capacitor LED drivers is that sufficient capacitance is required to smooth the rectified output voltage on the power supply side. However, the use of film capacitors will significantly increase the cost and increase the volume. This in turn will make the rectified output voltage ripple voltage larger, especially for products like PI. When the capacitance is lower than 1μF/W, a relatively high-amplitude ripple voltage will be generated at the output of the converter, which will cause the LED to flicker.
If the capacitance of the output rectifier filter capacitor is too low, the self-excitation of the flyback converter may occur. Therefore, it is not desirable to output rectifying and filtering capacitors with too low capacitance, but the price of non-aluminum electrolytic capacitors is too high.
Influence of output rectifier filter capacitance on LED drive
If the LED driver circuit is a flyback converter, in order to achieve stability, sufficient capacitance is required. If the capacitance is not enough, it will cause parasitic oscillation of the circuit, making the LED flicker badly.
Control the effect of IC power supply bypass capacitors
The control IC power supply bypass capacitor needs not only sufficient capacitance, but also good power supply bypass performance. If the capacitance is too small, it will cause fluctuations in the power supply voltage of the control IC, thereby causing fluctuations in the output voltage, resulting in LED flickering.
The Performance of Electrolytic Capacitors
Improving the performance and life of electrolytic capacitors is the easiest and most economical way to solve LED driver life.
Considering both cost and life, if a long-life electrolytic capacitor can be made, so that the life of the electrolytic capacitor is basically the same as that of the LED, then the problems related to the short board of the LED driver of the electrolytic capacitor can be well solved.
Low voltage electrolytic capacitors are the crux of the matter.
Relatively speaking, it is much more difficult for a low-voltage electrolytic capacitor to obtain a life of 105°C/10,000 hours than a high-voltage electrolytic capacitor with a life of 105°C/10,000 hours. The main reason is that low-voltage electrolytic capacitors require extremely low ESR, and extremely low ESR requires a large increase in the conductivity of the electrolyte. The easiest way to greatly improve the conductivity of the electrolyte is to increase the water content of the electrolyte. The resulting problem is the premature occurrence of the hydration reaction leading to early failure of the electrolytic capacitor.
The level of ultra long life aluminum electrolytic capacitors
While LED drive engineers are researching aluminum-free capacitor LED drive technology, with the improvement of aluminum electrolytic capacitor materials and manufacturing technology, aluminum electrolytic capacitor manufacturers are struggling to overcome the problem of aluminum electrolytic capacitor life. The first aluminum electrolytic capacitor manufacturer to exceed 10,000 hours at 105°C is RUBYCON.
The most difficult difficulty to break through is the low-voltage aluminum electrolytic capacitor. RUBYCON attaches great importance to this problem, and after continuous exploration, has launched a low-voltage aluminum electrolytic capacitor with a life of 105°C/10,000 hours with a relatively low moisture content electrolyte.
Current Situation of Low Voltage Aluminum Electrolytic Capacitors
Low-voltage aluminum electrolytic capacitors in LED driving applications require the lowest possible ESR, ultra-long life, and ultra-long capacitance stability. At present, most aluminum electrolytic capacitor manufacturers are 105℃ / 5000~6000 hours, corresponding to the LED application state, which is about 10,000 to 20,000 hours, which is far from meeting the LED driving requirements.
Conflict caused by the difference in life of high-voltage electrolytic capacitors and low-voltage electrolytic capacitors
In the LED drive circuit, the lifespan is determined by the components with the shortest lifespan. Therefore, even if the lifespan of the high-voltage aluminum electrolytic capacitor is solved, but the lifespan of the low-voltage aluminum electrolytic capacitor cannot be solved, the lifespan of the LED driving circuit is still short. So 105℃ / 10,000 hours low-voltage aluminum electrolytic capacitors become the key in the LED drive circuit. So, why is it so difficult to have a long life of low-voltage aluminum electrolytic capacitors?
Problems of low voltage aluminum electrolytic capacitors
The biggest problem with low-voltage aluminum electrolytic capacitors is early failure due to hydration reactions. The most famous low-voltage aluminum electrolytic capacitors due to hydration reactions are:
①, Dell computer motherboard aluminum electrolytic capacitor “exploded”. Dell compensated customers $300 million, while the aluminum electrolytic capacitor maker paid Dell $2 billion. This aluminum electrolytic capacitor is a product of a famous Japanese capacitor manufacturer.
②. The aluminum electrolytic capacitor of Samsung video terminal in the UK World Cup “exploded”. The capacitor manufacturer was eventually removed from the procurement directory by Samsung Electronics. The product also caused some minor early failures of aluminum electrolytic capacitors due to hydration reactions, resulting in serious economic losses for users – which were claimed.
Consequences of the hydration reaction
The hydration reaction will form aluminum hydrate with very high resistivity on the surface of the negative foil of aluminum electrolytic capacitors. As the aluminum hydrate grows, the resistance of the negative foil increases. Under the action of the ripple current, the heating of the electrolytic capacitor will be more severe, which will eventually lead to the explosion of the aluminum electrolytic capacitor. If multiple capacitors are used in parallel, the first one will burst, and soon the second and third…
Characteristics of hydration reactor solution capacitor explosion
ESR increases thousands of times, the capacitance is completely lost, and the specific capacity of the negative foil decreases sharply. Under the microscope, it will be found that the pores of the negative electrode foil are basically blocked. Dismantling the electrolytic capacitor, we will see that at least the negative foil is adhered to the capacitor paper, and even the entire positive and negative foils are adhered to the capacitor paper. Some electrolytic capacitor manufacturers also said the above problem when replying to the customer, but said that it was caused by the high temperature of the customer, and did not admit that it was a quality problem of the capacitor.
Since there is no way for users to claim the early failure of hydration reaction as evidence of early failure of electrolytic capacitors to the electrolytic capacitor manufacturer, only through third-party testing electrolytic capacitors with early failure problems can claim to the electrolytic capacitor manufacturer as evidence of early failure of electrolytic capacitors.
How to identify early failure?
The suspect capacitor is tested under the conditions of rated temperature, rated voltage and rated ripple current. If it does not reach the life hours specified by the manufacturer (usually a large difference), it can be judged as early failure. It should be noted that the factory batch number of the electrolytic capacitor must be the same batch as the problem. Often electrolytic capacitor manufacturers use different electrolytes in different batches to improve hydration problems.
Hydration reaction is the biggest obstacle affecting the life of low-voltage aluminum electrolytic capacitors
Why does hydration reaction occur in low-voltage aluminum electrolytic capacitors? This is due to the particularity of low-voltage aluminum electrolytic capacitor applications:
Main application fields: output rectification and filtering of switching power supply, power supply bypass of computer motherboard, output rectification and filtering of LED drive circuit.
The characteristic requirements of low-voltage aluminum electrolytic capacitors for computer motherboards, switching power supplies, and LED drivers:
The lowest possible ESR. Due to the limitation of electrolyte conductivity, the ESR of conventional low-voltage aluminum electrolytic capacitors cannot be extremely low. In order to achieve extremely low ESR, the easiest way is to increase the water content of the electrolyte. Higher water content is more likely to cause early failure of the hydration reaction. Capacitor manufacturers have racked their brains to inhibit the hydration reaction of electrolytic capacitors with high water content electrolytes, which is also one of the technical barriers for low-voltage aluminum electrolytic capacitors.
Not only that, but when manufacturing electrolytic capacitors with high moisture content, extremely strict control of the entire manufacturing process is required. A little carelessness can lead to early failure of the hydration reaction of the product. Even Japanese electrolytic capacitor manufacturers, who first mastered the anti-hydration reaction, shunned high moisture content electrolytic capacitors. Newer models with lower water content are often used to replace high water content electrolytic capacitors.